Brush-On® 40 and Plasti-Paste® – A Winning Combination to Create Perfect Sculpture Reproduction
Tim Maslyn of Maslyn Studios (Belle Mead, New Jersey) was recently commissioned by Queensboro College (New York City) to reproduce a valuable sculpture created by the late Joseph Brown, Professor Emeritus of Sculpture at Princeton University. The original was a 36" (1 meter) tall head of a boxer entitled, "The Winner," in memory of Brown’s brother, Harry "Kid" Brown and was sculpted in 1952.
The goal was to reproduce the original and make an exact replica that captured every last bit of detail. The finished copy should have a metallic finish (look like real brass) and be lightweight so that it could easily be transported and minimize on material costs. Maslyn was also under a time deadline and had to make the reproduction quickly.
Materials Maslyn chose to make the reproduction included Brush-On® 40 mold rubber, Plasti-Paste® Mother Mold Material and Smooth-Cast® 325 Colormatch liquid plastic mixed with brass powder to make the finished casting.
The finished casting is lightweight and looks like real brass at a fraction of the cost of casting the piece in real brass.
 Sculptor Tim Maslyn applies Universal Mold Release to the model surface.
Sculptor Tim Maslyn applies Universal Mold Release to the model surface.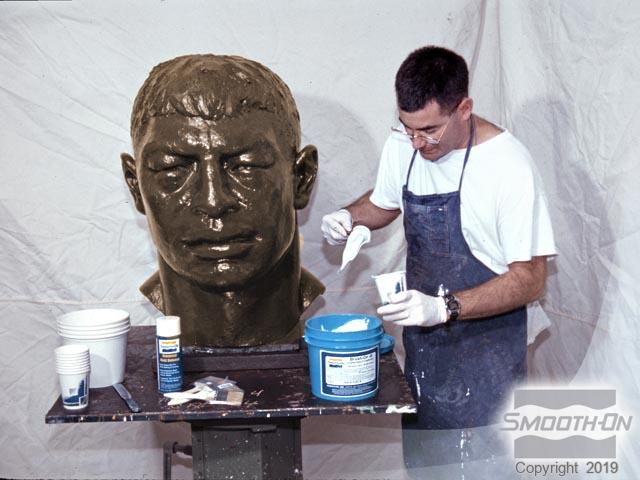 Brush-On 40 Parts A & B are combined in a one to one mix ratio.
Brush-On 40 Parts A & B are combined in a one to one mix ratio. Mold rubber is first applied in a thin layer called the 'detail coat'.
Mold rubber is first applied in a thin layer called the 'detail coat'. Subsequent coats will give the mold strength and durability.
Subsequent coats will give the mold strength and durability. The next coat is applied when the previous coat becomes tacky. Pigment is used on alternate coats so missed areas can be spotted easily.
The next coat is applied when the previous coat becomes tacky. Pigment is used on alternate coats so missed areas can be spotted easily.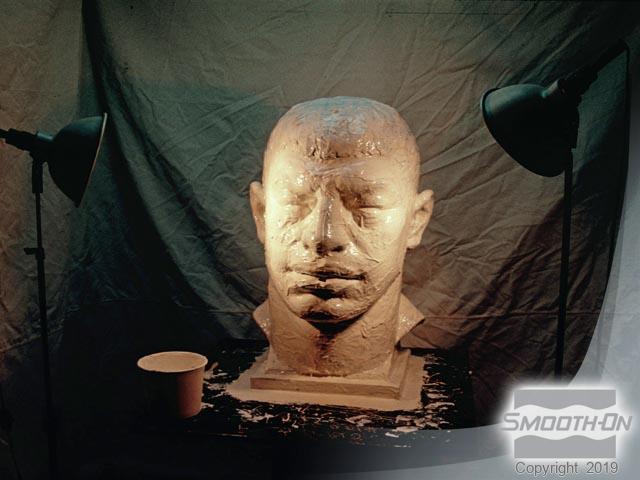 Heat lamps can be used to speed up the tack time of the rubber.
Heat lamps can be used to speed up the tack time of the rubber. Rubber encapsulated pieces of rope form 'registration keys' which help align the support shell and the finished mold.
Rubber encapsulated pieces of rope form 'registration keys' which help align the support shell and the finished mold.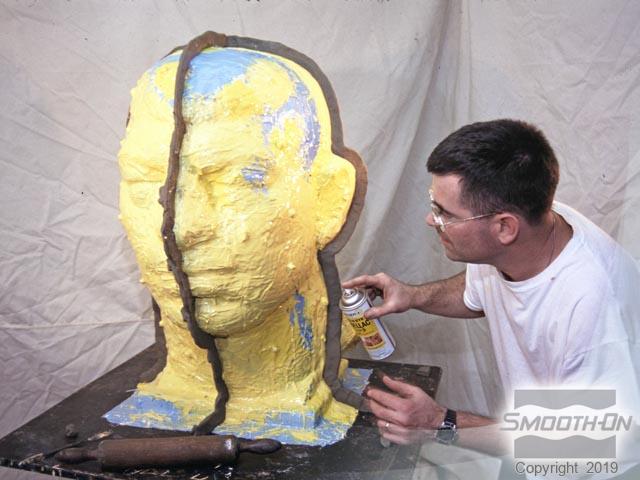 Clay walls are applied to form parting seams. Coat rubber and clay heavily with mold release before applying the support shell.
Clay walls are applied to form parting seams. Coat rubber and clay heavily with mold release before applying the support shell. Plasti-Paste mother mold material is mixed and applied.
Plasti-Paste mother mold material is mixed and applied. Conduit pieces are embedded and serve as grips for easy handling.
Conduit pieces are embedded and serve as grips for easy handling. Tim Maslyn displays two halves of a Brush-On 40 rubber mold which are backed up with plasti-paste mother mold material.
Tim Maslyn displays two halves of a Brush-On 40 rubber mold which are backed up with plasti-paste mother mold material. Mold reflects perfect detail from the original model.
Mold reflects perfect detail from the original model. Smooth-Cast® 325 is blended with brass powder and painted into each half of the mold (gel coat).
Smooth-Cast® 325 is blended with brass powder and painted into each half of the mold (gel coat). The two halves of the mold and the support shell are strapped securely together.
The two halves of the mold and the support shell are strapped securely together. More brass/resin blend is painted along the interior seams, resulting in a surface shell of brass which will be backed up by rotocast resin.
More brass/resin blend is painted along the interior seams, resulting in a surface shell of brass which will be backed up by rotocast resin. The strapped support shell is positioned on the rotocast platform.
The strapped support shell is positioned on the rotocast platform. Pigmented Smooth Cast® 320 fast setting resin is poured into the mold to back up the initial gel coat.
Pigmented Smooth Cast® 320 fast setting resin is poured into the mold to back up the initial gel coat. The rotocast machine spins at 360° on two axes and evenly distributes the resin over the surface of the mold, backing up the metal-filled gel coat with a strong plastic layer.
The rotocast machine spins at 360° on two axes and evenly distributes the resin over the surface of the mold, backing up the metal-filled gel coat with a strong plastic layer. The casting is demolded and the surface is buffed with steel wool to bring out the metallic highlights.
The casting is demolded and the surface is buffed with steel wool to bring out the metallic highlights. The finished casting is lightweight and looks like real brass at a fraction of the cost of casting the piece in real brass.
The finished casting is lightweight and looks like real brass at a fraction of the cost of casting the piece in real brass. Sculptor Tim Maslyn holds a lightweight casting of 'The Winner' cast in Smooth Cast Roto®. Cast Magic® pearly green effect powder was applied to the mold surface prior to mold casting.
Sculptor Tim Maslyn holds a lightweight casting of 'The Winner' cast in Smooth Cast Roto®. Cast Magic® pearly green effect powder was applied to the mold surface prior to mold casting.




















